ステンレス溶接ダクトについてご紹介します
- 2021.05.12
- ダクトに関する製品の制作・販売
コロナ禍で外出を制限されるゴールデンウイークも終わってしまい
ゲームに勤しむ毎日から現実へ戻って参りました。
皆様は連休をどのようにお過ごしでしたでしょうか。

黒澤工業は現在、新工場への移転に伴い慌ただしい日々を送っています。
こちらの移転に関してはまた改めてご案内をさせて頂きます。
今回はタイトルの通り、弊社で製作できる
ステンレス溶接ダクトについてご紹介していきます!
まずは簡単に角ダクトの成形方法についてのご説明からお付き合いください。
角ダクトは鉄板をパーツごとに切り分け、鉄板同士を接続して成形します。
その際、一般的な空調・換気用のダクトは “はぜ”成形方式 で製作していきます。
※はぜ:板金加工において板を接続する際に用いる折り曲げ部分
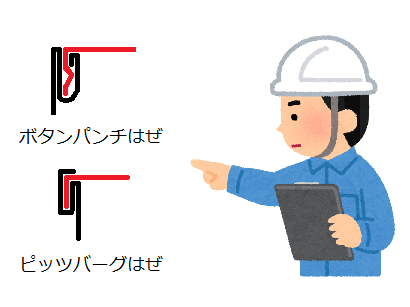
代表的な”はぜ”は上記画像の通り2種類あります。
・ボタンパンチ(ダクトはぜ)
空調ダクトや換気ダクトなどで幅広く用いられ、製作時の工程(叩き込み)が少なく短時間での製作が可能です。
(イメージとしては図のように成形した鉄板同士を叩いてはめ込むだけ)
・ピッツバーグはぜ(三井はぜ)
ボタンパンチと比較すると工程が複雑で、製作時間も多くかかります。
しかしその分気密性や耐久性に優れている為、排煙ダクトなどに用いられます。
(こちらははめ込んだ後に図のような形に折り込む工程が入ります)

本題の溶接ダクトは ” はぜ ” を使用しません!
はぜの代わりに溶接にて板と板とを繋げていきます。
溶接ダクトは一般ダクトより主に鉄板の厚さを必要とする場所で用いられます。
はぜ方式と比べ気密性・耐候性・耐食性に優れる為主に食品や半導体、化学物質を扱う
クリーンルーム設備を保有する工場などで使用されます。
溶接加工には板厚の制限があり、亜鉛・ガルバリウムの場合は1.2t以上
ステンレス(SUS)の場合では1.0t以上の厚みが必要となります。

広く扱われているTIG(ティグ)溶接と呼ばれる電気を用いたアーク溶接方法だと
板が熱を持ってしまいステンレスの板だと特に歪んでしまうなどの難点があります。
黒澤工業では従来のTIG溶接以外の溶接方法も用いているので1.6t以下の板厚にも対応でき
SUSの溶接ダクトの製作も可能です。
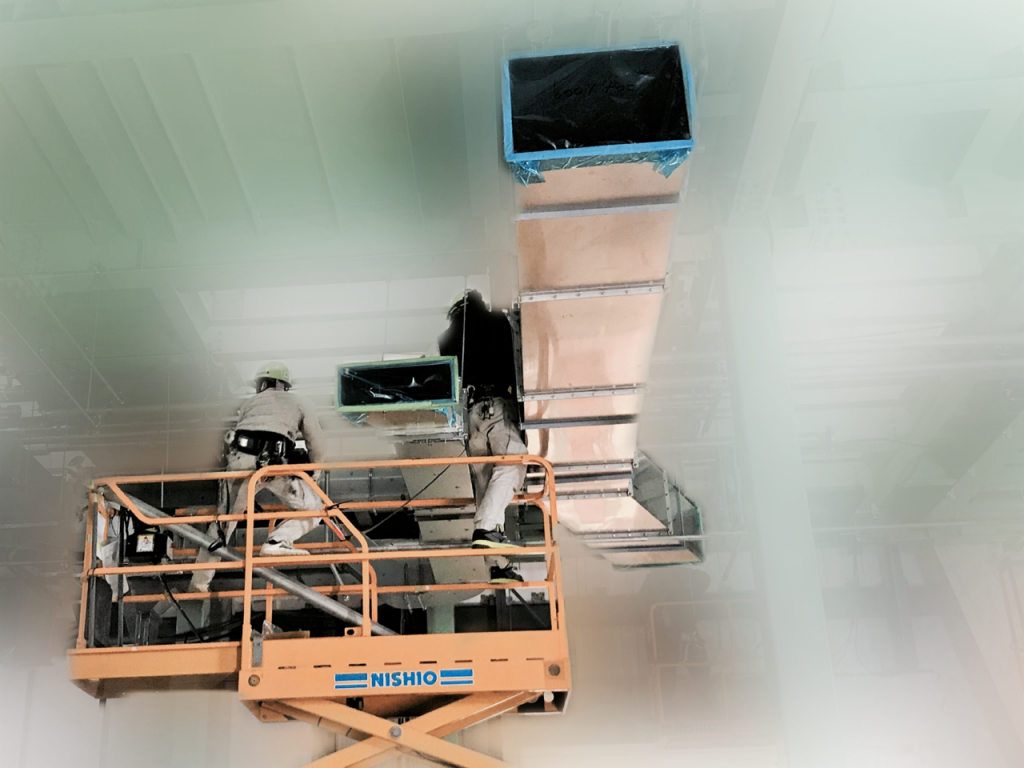
直近の現場でも1.5tSUS溶接ダクトメインで製作及び施工をさせて頂きました!
TIG溶接と比較しても溶接時間がかからず精度が高く仕上がりが綺麗なものを製作することができます。
製作時間の短縮により、通常のTIG溶接だけでは対応しきれない納期に対応できるのも
弊社のメリットのひとつです。(TIG溶接のおおよそ3倍の速さで製作可能)
こちらの溶接方法にも欠点は勿論あり、隙間ができてしまうと埋めることができません。
しかしながら弊社では従来のTIG溶接も併用しているのでその点をカバーできます。

溶接ダクトの製作と施工を一貫して行える業者はそう多くありません。
黒澤工業では製作は勿論のこと施工まで通して行える為、事前に施工時の作業性を考えた
製作をすることができるのも強みの一つです!
また、万が一追加変更などが発生した際にも柔軟に対応が可能です!

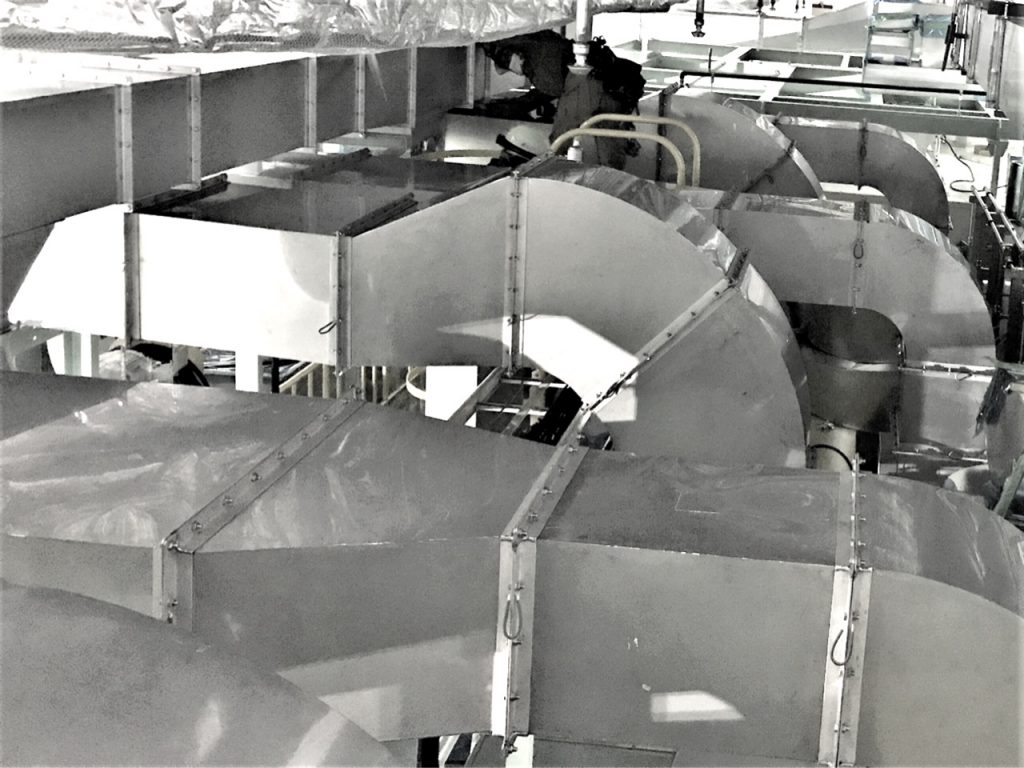
ステンレス(SUS)ダクトに関しても少しだけご紹介させて頂きます。
ー 耐食性・耐熱性・耐候性に優れ、様々な施設や用途で使用可能
SUSダクトは抜群の耐食性、高い耐熱性、優れた耐薬品性などの特徴を持ち
さまざまな建築分野で活用されています。
また平滑のため摩擦損失が少なく、光沢感がある仕上がりの美しさも特徴のひとつです。

SUSダクトの画像をたくさん掲載させて頂きましたがこちらのボンデ鋼板ダクトと比較すると
ステンレスの光沢感がひときわ映えます。
ご紹介した溶接ダクトだけにとどまらず
これからも幅広く展開しお客様のニーズにお応えしていきたいと思っております。
次回は冒頭でも述べました黒澤工業移転編をお送り致します。
それでは、今日も一日ご安全に!!
黒澤工業はダクトの設計・製造・施工まで、すべて自社で一貫して行っております。
お見積り・お問い合わせはお気軽にお電話もしくはホームページからご連絡ください。
